
硬脆材料零件磨削加工
稳定实现尺寸精度要求<5μm的复杂形态特种脆硬材料零件磨削加工
应用案例

氧化铝陶瓷叶轮
轮廓度<20μm;
粗糙度ra<0.8μm;
动平衡<0.2gmm。

氧化锆陶瓷表壳
表面粗糙度ra<0.3 μm;
装配位精度±0.015 mm;
空间位置精度±0.03 mm,cpk>1.33。

微晶玻璃非球面镜
轮廓度<5 μm;
表面粗糙度sa<0.05 μm。

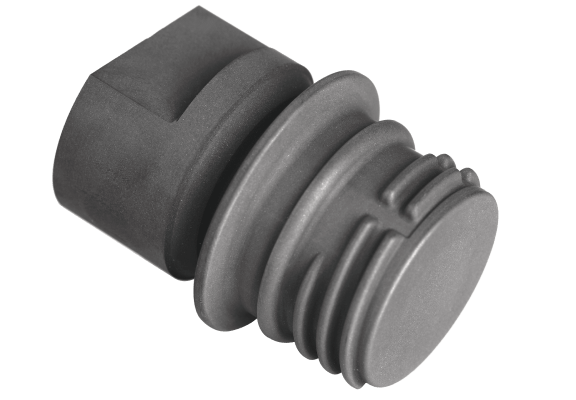
陶瓷螺旋配合测试件
凸件:30×30×28mm
表面粗糙度ra<0.15μm;
凹凸件配合间隙<5μm。
石墨瓶口电极
整体精度在±0.01 mm以内;
最小r角为r0.3;
单个电极加工时间<40 min。

单晶硅球面镜
大砂轮磨削加工;
矢高差值<0.5 μm;
表面粗糙度ra<0.7 μm。
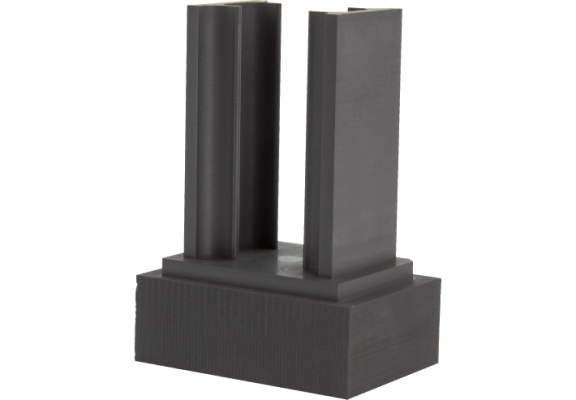
石墨电极
石墨脆性材料,加工无崩边、棱角线条清晰;
薄壁特征,刀具长径比9:1;
尺寸精度为±0.01 mm,表面一致性好。
氧化铝陶瓷叶轮
轮廓度<20μm;
粗糙度ra<0.8μm;
动平衡<0.2gmm。
氧化锆陶瓷表壳
表面粗糙度ra<0.3 μm;
装配位精度±0.015 mm;
空间位置精度±0.03 mm,cpk>1.33。
微晶玻璃非球面镜
轮廓度<5 μm;
表面粗糙度sa<0.05 μm。
陶瓷螺旋配合测试件
表面粗糙度ra<0.15μm;
凹凸件配合间隙<5μm。
石墨瓶口电极
整体精度在±0.01 mm以内;
最小r角为r0.3;
单个电极加工时间<40 min。
单晶硅球面镜
大砂轮磨削加工;
矢高差值<0.5μm;
表面粗糙度ra<0.7 μm。
石墨电极
石墨脆性材料,加工无崩边、棱角线条清晰;
薄壁特征,刀具长径比9:1;
尺寸精度为±0.01 mm,表面一致性好。
根据零件形态和尺寸选择合适的设备
硬度高、脆性大,是硬脆材料的共同特征,容易在加工时产生裂纹,导致加工尺寸误差较大、表面效果不好。磨削型精雕五轴高速加工中心精度高,结构防护性能好,配备砂轮磨削专用附件,可稳定实现尺寸精度小于5微米复杂形态脆硬材料零件的磨削加工。
jdgrmg200
精雕五轴高速加工中心
核心配置
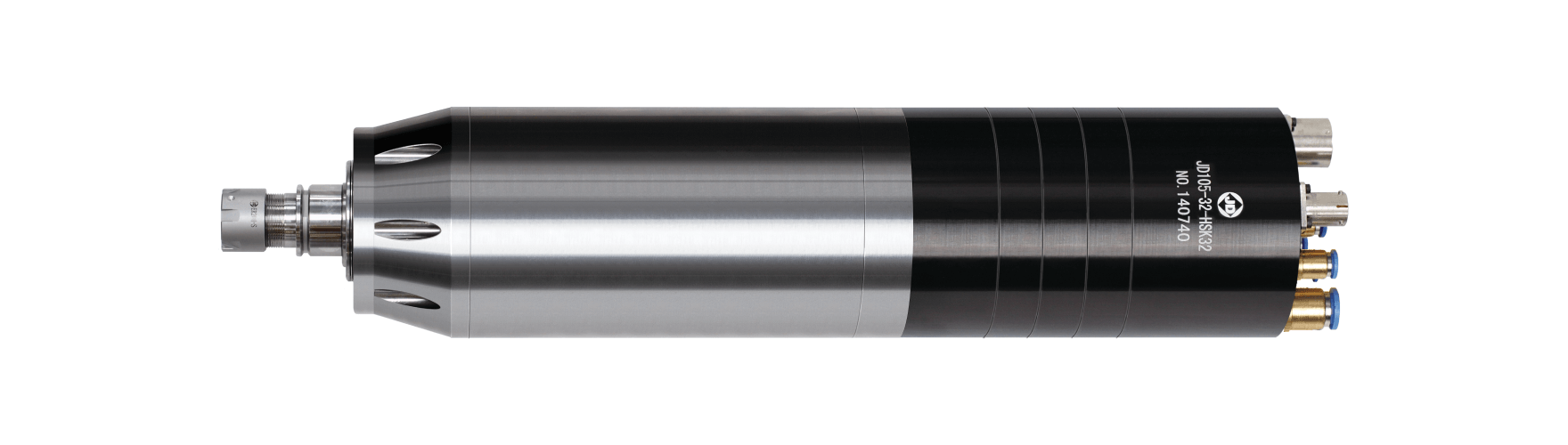
jd105-32-hsk32 高速精密电主轴
低扭矩高转速,适合进行精加工
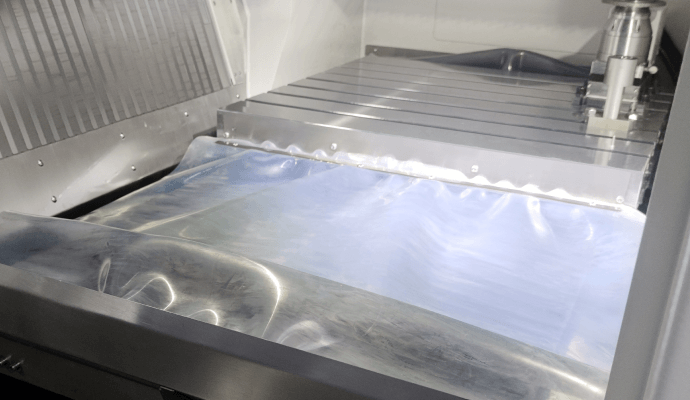
磨削防护系统,保护机床关键部件
防止磨屑或脱落的磨料进入机床内部,降低导轨、丝杠的磨损,保证机床精度。
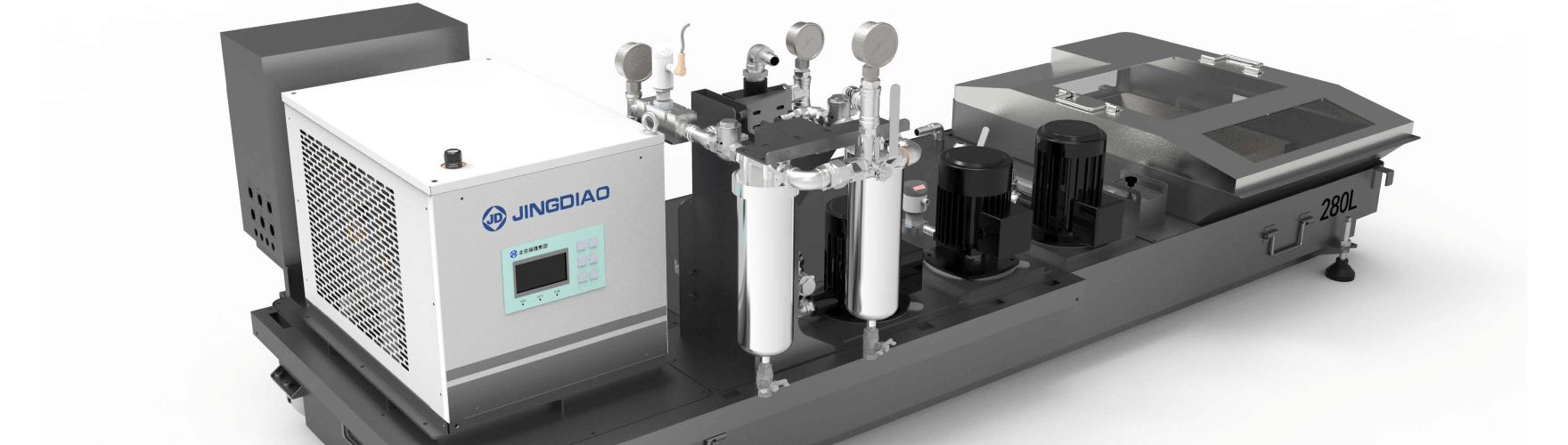
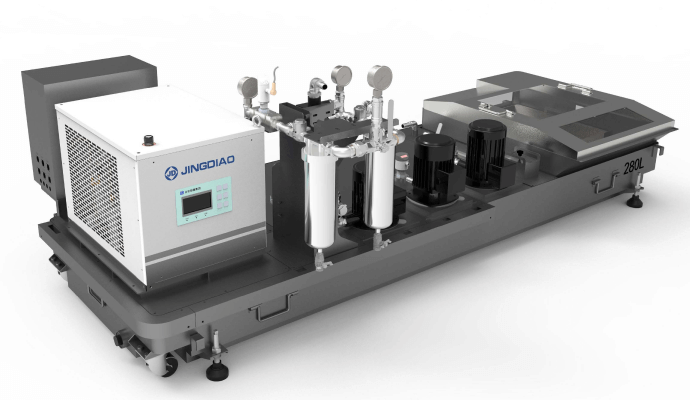
高精度磨削过滤系统
采用4级过滤,标配过滤精度为25μm,配置切削液制冷机,温度波动不超过±1℃。
砂轮修整系统,保障砂轮磨削力
砂轮长时间磨削加工会出现砂轮堵塞、磨粒钝化导致磨削力下降的情况,为提升砂轮的磨削力,使用砂轮修整装置实现对砂轮在线修整。

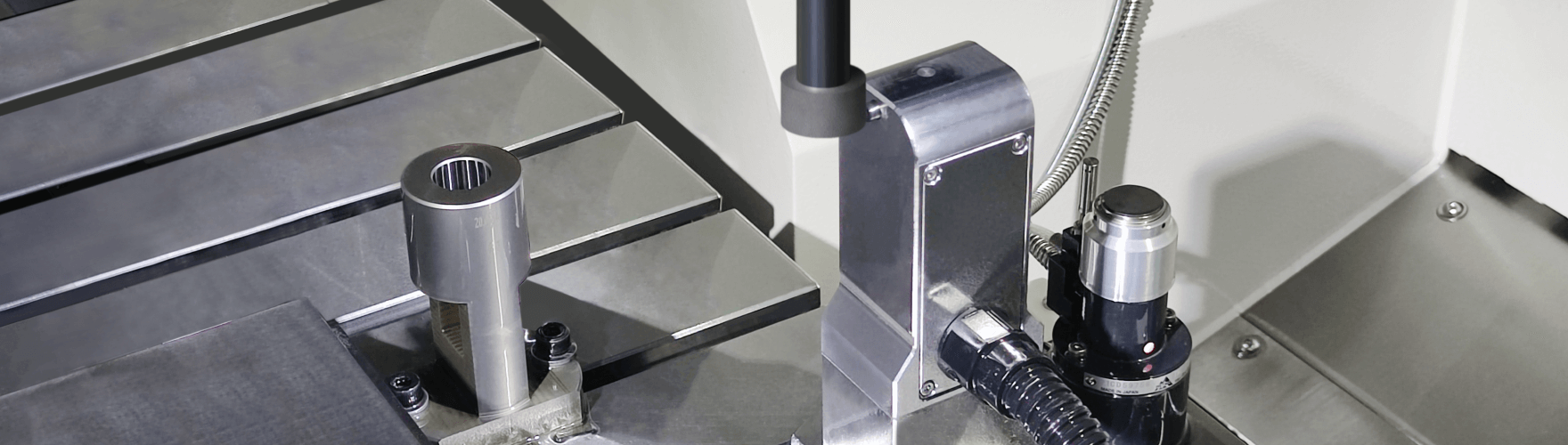
砂轮直径自动测量装置,避免人工对刀,可精准获取砂轮实际直径
砂轮首次使用前需要测量砂轮直径,使用砂轮直径测量装置可避免因人工手动对刀对磨削余量很小时造成过切并划伤圆孔侧壁;砂轮在修整后,使用砂轮直径自动测量装置可减少因人工测量带来的误差。
jd105-32-hsk32 高速精密电主轴
低扭矩高转速,适合进行精加工
磨削防护系统,保护机床关键部件
防止磨屑或脱落的磨料进入机床内部,降低导轨、丝杠的磨损,保证机床精度。
高精度磨削过滤系统
采用4级过滤,标配过滤精度为25μm,配置切削液制冷机,温度波动不超过±1℃。
砂轮修整系统,保障砂轮磨削力
砂轮长时间磨削加工会出现砂轮堵塞、磨粒钝化导致磨削力下降的情况,为提升砂轮的磨削力,使用砂轮修整装置实现对砂轮在线修整。
砂轮直径自动测量装置,避免人工对刀,可精准获取砂轮实际直径
砂轮首次使用前需要测量砂轮直径,使用砂轮直径测量装置可避免因人工手动对刀对磨削余量很小时造成过切并划伤圆孔侧壁;砂轮在修整后,使用砂轮直径自动测量装置可减少因人工测量带来的误差。
精雕成熟的9游会的解决方案
硬脆材料零件磨削主要使用磨削砂轮进行加工,磨削砂轮的实际尺寸和加工中产生的磨损不易量化,但却会直接影响到加工零件的面型精度。
北京精雕针对此类零件加工的9游会的解决方案可以实现尺寸精度小于5微米的加工效果,这是因为北京精雕高速加工中心配备的在机检测系统,可自动对磨削砂轮的实际尺寸和磨损在机内进行量化,保证使用砂轮的精确尺寸进行磨削。此过程无需人工操作,还可有效保证机内加工的连续性。
即刻联系您就近的分公司,将该方案引入您的生产现场,实现尺寸精度小于5微米的磨削加工。

